463L Pallet Conveyor Systems for Military Air Cargo Operations
High-Performance 463L Air Cargo Conveyor Engineering
Effective air cargo operations depend on more than pallet capacity alone. They require conveyor systems engineered to move heavy, mission-critical loads safely, precisely, and repeatedly in demanding environments.
American Warehouse Systems delivered a specialized 463L air cargo pallet conveyor system designed to support elevated military training operations at Hurlburt Field, a key U.S. Air Force installation in the Florida Panhandle.
The requirement called for a 463L pallet conveyor system mounted approximately ten feet above ground level to support air cargo training activities. This configuration introduced significant engineering challenges that extended well beyond a standard conveyor installation.

Designing for Extreme Load and Structural Demands
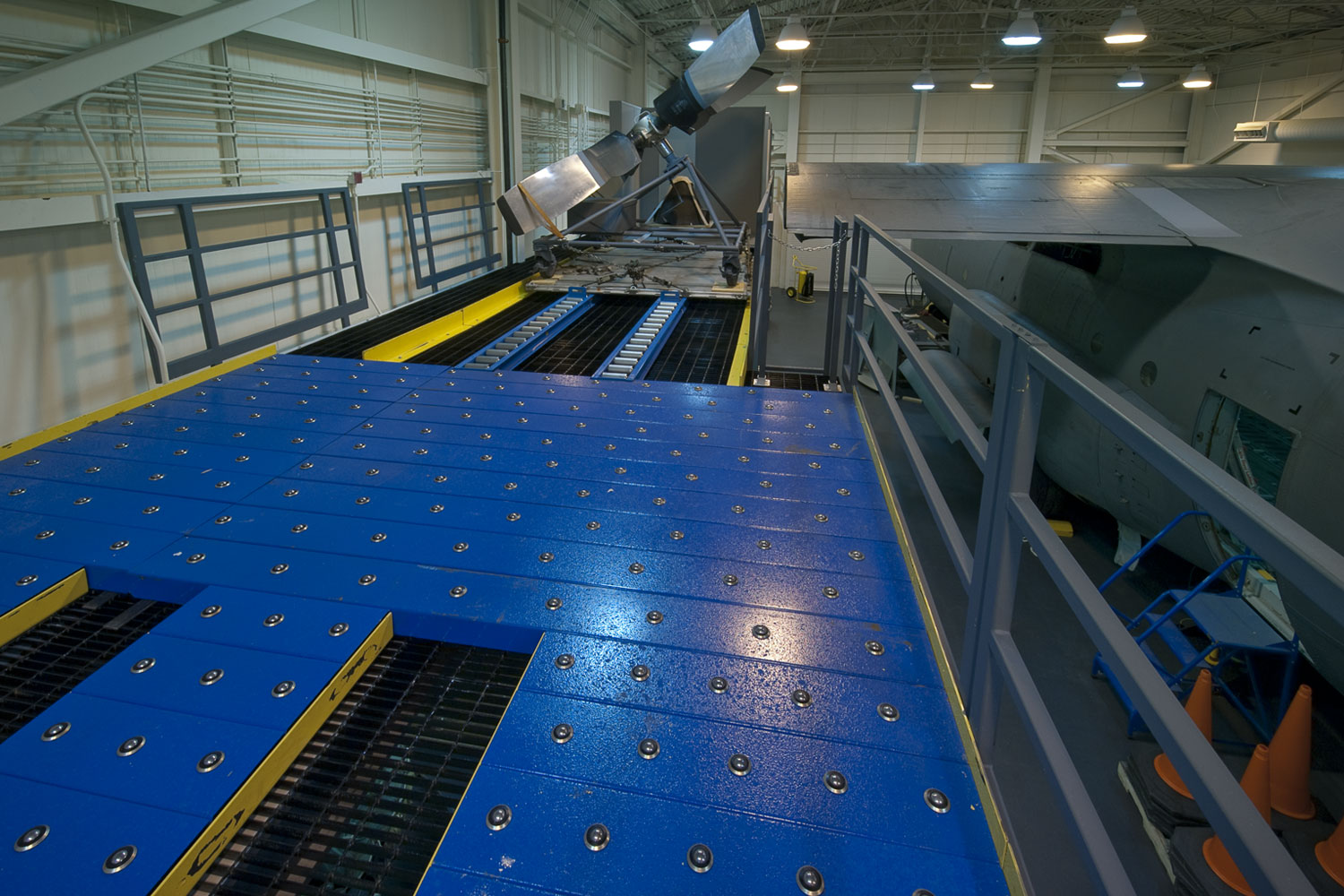
The 463L air cargo pallet is designed to handle payloads approaching 10,000 pounds, creating concentrated point loads that must be carefully managed. In this application, the conveyor system could not operate independently. It required a purpose-built mezzanine engineered to support both the vertical load of the pallet and the horizontal forces generated as the pallet moved through the system.
American Warehouse Systems engineered the mezzanine, conveyor, and transfer bed as a unified solution. The structure was designed to control deflection, maintain alignment, and ensure smooth pallet travel under full load conditions. This integrated approach ensured the system could perform reliably while meeting strict safety expectations in a training environment.
Supporting Specialized Air Force Training Missions
Hurlburt Field serves as the headquarters for Air Force Special Operations Command and is home to the 1st Special Operations Wing, supporting advanced airpower missions, elite force training, and rapid-response deployment readiness.
Training facilities at this level require infrastructure that mirrors real-world air cargo handling conditions. The elevated 463L pallet conveyor system enables realistic pallet movement and handling exercises while maintaining the structural integrity and control required for safe operation.
Built to Meet Military and Federal Expectations
This 463L pallet conveyor solution reflects the level of engineering required for military air cargo environments. The system was designed to align with GSA procurement, Department of Defense requirements, and aerospace-grade performance expectations, ensuring suitability for federal acquisition and long-term use.
The outcome is a robust, purpose-built 463L Air Cargo Pallet Conveyor system that delivers reliable pallet movement, structural confidence, and repeatable performance. It demonstrates how engineered conveyor solutions can be tailored to meet the complex demands of military training operations while exceeding the strict standards expected in defense and aerospace applications.
Engineered Precision for High-Stakes Air Cargo Operations
American Warehouse Systems supports military installations with integrated 463L conveyor solutions designed for extreme structural demands, precise load control, and mission-critical reliability.
Our approach emphasizes unified engineering, bridging the gap between heavy-duty equipment and complex facility constraints like elevated mezzanine integration. By focusing on systems that manage high-capacity point loads and horizontal kinetic forces, AW Systems delivers turnkey infrastructure that sustains the rigorous tempo of specialized training environments.
Ready to enhance your air cargo handling capabilities? Contact our federal project experts today to discuss an engineered 463L conveyor system designed to meet your specific operational and structural requirements.
AW Systems: One Project. One Vendor.
GSA procurement experts since 1990. Optimized government facility efficiency.
The Industry Standard for Federal Integration
For over 36 years, American Warehouse Systems has served as the premier GSA Prime Contractor for complex federal material handling and storage aid systems worldwide. Our expertise goes beyond providing equipment; we understand the intricacies of Federal Acquisition Regulations (FAR), Buy American requirements, and the specific security needs of mission-critical facilities.